

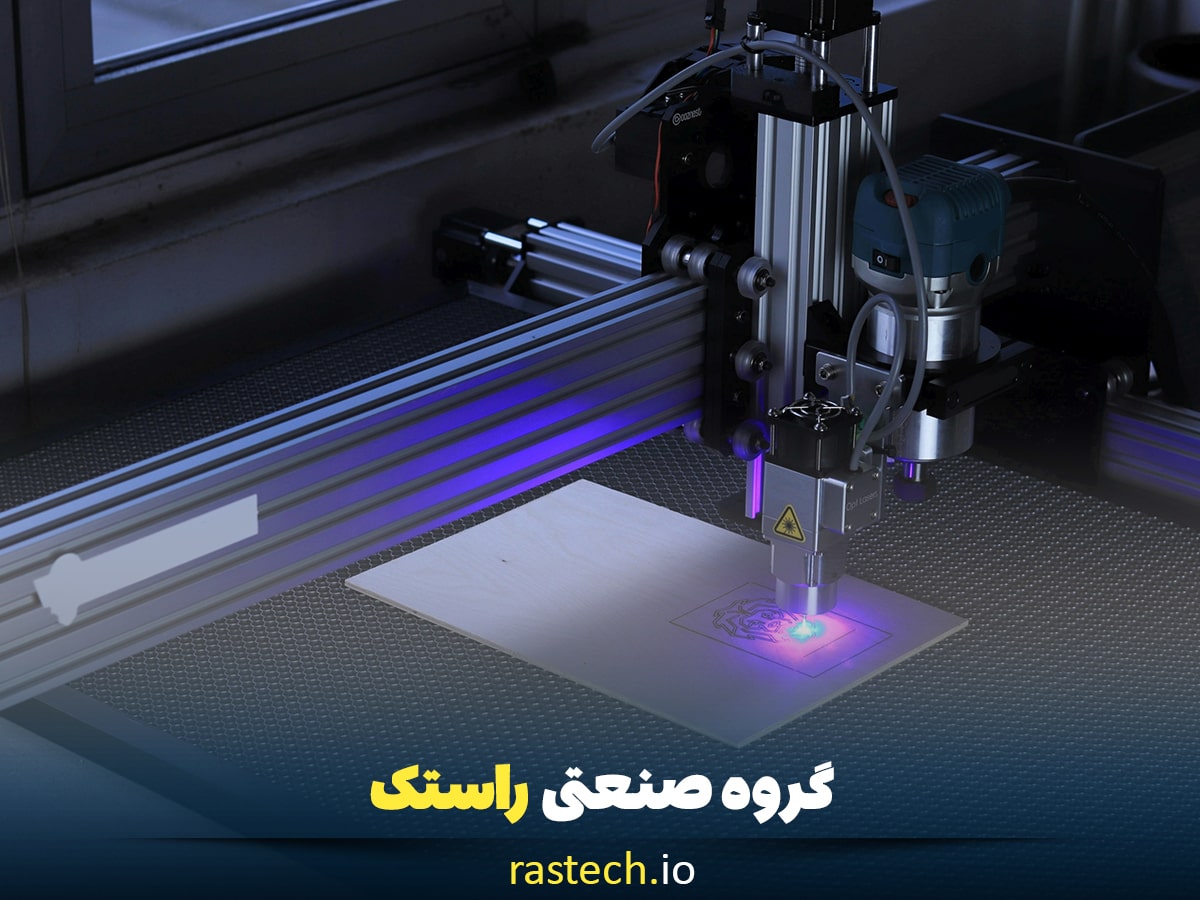
در سالهای اخیر، کاربرد دستگاه برش پی وی سی با لیزر در صنایع تبلیغات، خودروسازی، قالبسازی و تولید ماشینآلات بهسرعت افزایش یافته است. این دستگاهها با استفاده از پرتو متمرکز لیزر CO₂ یا فایبر، قادرند ورقهای PVC سخت و نرم را با دقت میکرونی و کیفیت لبه بسیار بالا برش دهند.
شرکت راستک، با تکیه بر تجربه و دانش فنی مهندسین خود، انواع مدلهای پیشرفته دستگاه برش PVC را در توانهای مختلف و با قابلیت تنظیم سرعت و قدرت ارائه میکند. بهرهمندی از سیستمهای کنترل CNC، امکان تولید قطعات پیچیده با ابعاد دقیق را فراهم میسازد. علاوه بر آن، بهکارگیری سامانههای پیشرفته استخراج دود و فیلترهای مخصوص، ایمنی اپراتور و طول عمر دستگاه را تضمین میکند.
انتخاب لنز مناسب و تنظیم دقیق ارتفاع کانونی پرتو نیز از عوامل مؤثر در کیفیت برش محسوب میشوند. افزون بر این، پارامترهایی مانند توان لیزر، سرعت جابجایی هد و تعداد پالس در هر اینچ، تأثیر مستقیمی بر دقت برش و کیفیت لبه برجای میگذارند. همچنین، مدیریت دمای منطقه برش و استفاده از گاز کمکی هوا یا نیتروژن، میتواند از چسبندگی ذرات مذاب بر روی لبهها جلوگیری نماید.
شرکت راستک با ارائه بستههای خدمات آموزشی و پشتیبانی فنی، کاربران را در بهرهبرداری بهینه از دستگاههای برش PVC چند منظوره و اتوماتیک همراهی میکند.
دستگاه برش PVC با لیزر
- انواع دستگاهها: بیشتر کارگاهها از لیزر CO₂ بهره میبرند که برای برش پلاستیکهای غیر فلزی، از جمله PVC، مناسب است. دستگاههای فایبر معمولاً برای فلزات بهکار میروند اما در مدلهای خاص برای مواد پلیمری نیز تنظیم شدهاند.
- توان و ابعاد کاری: دستگاهها در توانهای 60 تا 150 وات رایج هستند و توانایی برش ورقهای PVC تا ضخامت 5 میلیمتر را دارند. برای ضخامتهای بیشتر، معمولاً نیاز به چند پاس برش یا توان بالاتر است.
اصول برش با لیزر
لیزر با تابش پرتو متمرکز، ماده را ذوب، تبخیر یا سوختن موضعی میکند. در PVC، بیشتر فرایند بهصورت تبخیر و تجزیه حرارتی است و مقدار کمی اکسیداسیون رخ میدهد. این عملکرد باعث ایجاد لبۀ صاف و باریک (kerf) میشود که بسته به تنظیمات، بین 0.1 تا 0.5 میلیمتر عرض دارد.
پارامترها و تنظیمات دستگاه
- توان لیزر: برای PVC نازک (1–3 میلیمتر) معمولاً توان 40–60٪ کافی است؛ برای ضخامتهای بالاتر تا 80–100٪ افزایش مییابد.
- سرعت حرکت هد: سرعتهای 10–20 میلیمتر بر ثانیه برای قطعات ظریف و 5–10 میلیمتر بر ثانیه برای برش کامل مناسب است.
- فاصله کانونی: تنظیم فوکوس 0.5–1 میلیمتر زیر سطح ماده، کیفیت لبه را بهبود میبخشد.
- گاز کمکی: استفاده از هوا یا نیتروژن با فشار 0.2–0.4 بار، از دودهگذاری و چسبندگی جلوگیری میکند.
استخراج دود و ایمنی
برش PVC منجر به تولید گاز HCl و ذرات کلریدی میشود که هم برای اپراتور و هم برای اپتیک دستگاه مضرند.
- سیستمهای استخراج: استفاده از فیلترهای کربن فعال و HEPA ضروری است. شرکتهای Donaldson BOFA و Fumex اکثراً مدلهای مخصوص PVC را عرضه میکنند.
- تهویه محل کار: نصب هود و کانالکشی خروجی به بیرون از سالن، خطر تجمع گازها را کاهش میدهد.
- تجهیزات حفاظت فردی: ماسکهای دارای فیلتر اسیدی (P3) و عینک ایمنی برای اپراتور توصیه میشود.
کیفیت لبه و پسپردازش
کیفیت لبه در برش لیزری PVC بسیار بالا و بدون ایجاد براده است، اما در صورت تنظیم نامناسب پارامترها، لبهها ممکن است سوخته یا دانهدار شوند.
- شستشو با حلالهای مخصوص برای حذف دوده
- سمبادهزنی ملایم برای لبههای خام
- اعمال پوششهای محافظ بعد از برش
نگهداری و حفاظت از دستگاه
مخاطرات ناشی از خوردگی HCl میتواند عمر لنز و تیوپ لیزر را کاهش دهد.
- تمیزکاری منظم: پاکسازی ماهانه اپتیکها با محلولهای خاص
- بازرسی فیلترها: تعویض فیلترهای کربنی و HEPA هر 3–6 ماه
- کنترل دورهای سیستم استخراج: اطمینان از کارکرد یکنواخت فن و عدم گرفتگی کانالها
کاربردها و مزایا
- تابلوهای تبلیغاتی و پلاکسازی: دقت بالا، لبههای بدون براده و امکان برش طرحهای پیچیده
- ماکتسازی و نمونهسازی سریع
- صنایع بستهبندی: برش قالبهای سفارشی
- برش پلکسی و کامپوزیتهای PVC
مزایا: دقت میکرونی، سرعت بالا، کیفیت لبه ممتاز و انعطافپذیری در طراحی
معایب: نیاز به سیستم استخراج قوی، هزینه اولیه بالای دستگاه و مخاطرات شیمیایی ناشی از برش
با توجه به پیچیدگیهای شیمیایی PVC و تولید گازهای سمی، رعایت نکات ایمنی و نگهداری دستگاه از اهمیت ویژهای برخوردار است. شرکت راستک با ارائه دستگاههای مجهز، آموزشهای فنی و خدمات پس از فروش گسترده، شما را در بهرهبرداری امن و بهینه از فناوری برش لیزری PVC همراهی میکند.


{kind=link}
بدون دیدگاه